

お盆で帰省できない新人社員。さぞかしご両親も寂しいだろうと聞けば、俺のTwitterで元気もらってるとのこと。ならば最近よくツイートしてる、3Dプリンティングでなにか贈り物を作ってやろう!そう思ってTPUでスマホケースをつくり始めた最終章です。
3DプリンティングでTPUを12日間、0.1㎜ノズルで吐出し続けてみた

これまでのブログはこちらから
3Dプリンティング初心者社長がTPUの印刷にトライ!(vol.1)
3Dプリンティング初心者社長がTPUの印刷にトライ!(vol.2)
スマホケースの素材はTPUという弾性樹脂。
非常に柔らかく、3Dプリンティングではちょっと難しい材料です。
でも、テクダイヤ製3Dプリンティング用精密ノズル「kaika」なら印刷出来るはず!

まずはkaikaでも売れ筋ナンバー1の内径0.4㎜ノズル。
TPUと闘いながら、温度を下げることで成功。大義は果たした。

https://twitter.com/i/status/1423438848508366848
が、これを業界最小径0.1㎜ノズルでやったらどうなるのか?
挑戦してみるも、失敗の連続…
そこで、一旦冷静になって0.2㎜ノズルで挑戦→成功!
しかし、ライン幅を0.3㎜に設定する痛恨のミスw 今回はその最終章です。
0.1mm印刷再挑戦!
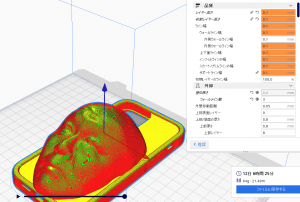
1.ライン幅・積層厚みともに0.1㎜
前回は成功に盲目となり、ライン幅を穴径以上にするという痛恨のミス。
今回はしっかり0.1㎜で設定します。
通常、積層厚はライン幅の半分ですが、接触面を増やすことは穴を塞ぐという考えから0.1㎜にしました。
2.エクストルーダーを回し続ける設定を見つける
成功した0.4㎜ノズルに比べると、極端に穴径の小さい0.1㎜。
押し込まれた樹脂は、その極小の穴に向かって集中するので内圧が高まります。
内圧によって押し戻されるTPUは、エクストルーダー(押し込みギア)との間に挟まり、
折れ曲がって横に逃げる→吐出停止。
これは、度重なる吐出不能でノズルを確認すると詰まってないことから分かったことでした。
そこでポイントなのは、エクストルーダーが健全にTPUを押し込める設定を見つけること。
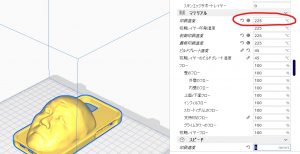
ノズルを高温にして、TPUを溶かしながらゆっくり押し込みます。
綺麗に印刷できた180℃を捨てて、しっかり溶ける225℃を選択。
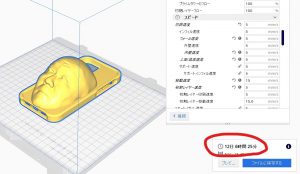
スライサーで12日間!
kaika完走チャレンジだ!と別の意味で燃える俺w
前回は成功に盲目となり、ライン幅を穴径以上にするという痛恨のミス。
今回はしっかり0.1㎜で設定します。
通常、積層厚はライン幅の半分ですが、接触面を増やすことは穴を塞ぐという考えから0.1㎜にしました。
2.エクストルーダーを回し続ける設定を見つける
成功した0.4㎜ノズルに比べると、極端に穴径の小さい0.1㎜。
押し込まれた樹脂は、その極小の穴に向かって集中するので内圧が高まります。
内圧によって押し戻されるTPUは、エクストルーダー(押し込みギア)との間に挟まり、
折れ曲がって横に逃げる→吐出停止。
これは、度重なる吐出不能でノズルを確認すると詰まってないことから分かったことでした。
そこでポイントなのは、エクストルーダーが健全にTPUを押し込める設定を見つけること。
ノズルを高温にして、TPUを溶かしながらゆっくり押し込みます。
綺麗に印刷できた180℃を捨てて、しっかり溶ける225℃を選択。
スライサーで12日間!
kaika完走チャレンジだ!と別の意味で燃える俺w
納得のいく作品が出来て初めて成功と呼ぶ
結果
ア) 12日間無事完走!
イ) kaikaは詰まらない(自画自賛)
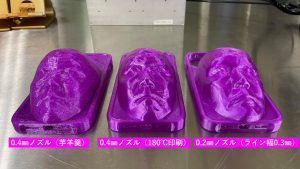
ウ) 高温印刷でボロボロ…
12日間完走は新記録!!とTwitterではねぎらいの言葉をいただきましたが、
実際の作品はこれw

芋羊羹に逆戻り。しかも0.1㎜の微細さのかけらもないw
エクストルーダーを止めないためだけの設定で装置を動かし続けた結果です。
ここでやっと気づいたこと。
ちゃんと納得のいく作品が出来てナンボが3Dプリンティングです!
お盆もとっくに過ぎました。
新人のお母さんには、0.3㎜ノズルで作ったスマホケースをプレゼントしたいと思います。

後日…
しつこい性格なので、別の海外ブランドTPUで実験再開w

https://twitter.com/KoyamaSkoyama/status/1450052481744924677?s=20
また更新します。お楽しみに!
ア) 12日間無事完走!
イ) kaikaは詰まらない(自画自賛)
ウ) 高温印刷でボロボロ…
12日間完走は新記録!!とTwitterではねぎらいの言葉をいただきましたが、
実際の作品はこれw
芋羊羹に逆戻り。しかも0.1㎜の微細さのかけらもないw
エクストルーダーを止めないためだけの設定で装置を動かし続けた結果です。
ここでやっと気づいたこと。
ちゃんと納得のいく作品が出来てナンボが3Dプリンティングです!
お盆もとっくに過ぎました。
新人のお母さんには、0.3㎜ノズルで作ったスマホケースをプレゼントしたいと思います。
後日…
しつこい性格なので、別の海外ブランドTPUで実験再開w
https://twitter.com/KoyamaSkoyama/status/1450052481744924677?s=20
また更新します。お楽しみに!
これまでの奮闘記はこちらから
0.1㎜ノズルで3Dプリンティングしてみた
3Dプリンティング初心者社長がTPUの印刷にトライ!(vol.1)
3Dプリンティング初心者社長がTPUの印刷にトライ!(vol.2)
TPUを0.2mmノズルで印刷してみた
3Dプリンティング初心者社長がTPUの印刷にトライ!(vol.1)
3Dプリンティング初心者社長がTPUの印刷にトライ!(vol.2)
TPUを0.2mmノズルで印刷してみた
関連オススメ記事
関連SNS
社長Twitter: https://twitter.com/KoyamaSkoyama
kaika Twitter: https://twitter.com/kaika_tecdia
kaika shop: https://shop.kaika-tecdia.com/
kaika Twitter: https://twitter.com/kaika_tecdia
kaika shop: https://shop.kaika-tecdia.com/