テクダイヤ社長の3Dプリンティング奮闘記 #3
【前回の振り返り】コロナで帰省できない新人とその家族のために、TPUでスマホケースの印刷に挑戦!しかし出来上がったスマホケースは、まるで芋羊羹…
カイカーズからのアドバイスをもとに、今回は温度条件を設定してみます。果たしてプニプニスマホケースは完成するのか!?
温度は推奨値-20℃!
前回のブログはこちら
3Dプリンティング初心者社長がTPUの印刷にトライ!(vol.1)
半透明な紫を出してみたい。
温度変えれば色味も変わるか?
XYZキューブを印刷してみます。
以前テクダイヤのノズルチャレンジで多くのkaikaユーザーがコメントしてたのは、
フィラメント推奨温度よりもっと下げるでした。
それを思い出し、今までの210℃から190度まで下げてみました。
色が半透明になってきたので、さらに180℃。もっと綺麗になってきます。
調子に乗って170℃‥‥印刷不能になりましたw
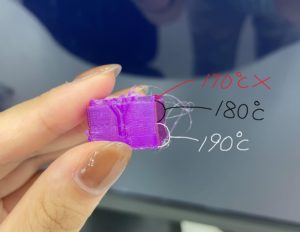
これで印刷温度は180℃に決定しました。
推奨温度-20℃!
シャープな内部形状をもつkaikaだから印刷できたと思います。
綺麗な紫でしかもプニプニ!!
温度も決まった。
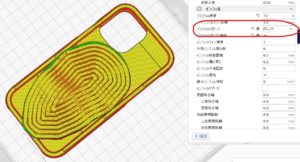
あとはプニプニなので、インフィルパターンをジャイロイドから
同心円に変更しました。
改めて印刷条件を以下に。
ノズル kaika604 (0.4㎜径)
レイヤー高さ 0.2㎜
ライン幅 0.4㎜
温度 180℃ (推奨温度200-230℃)
インフィル 10%
インフィルパターン 同心円
インフィル接合 ✓
リトラクション ✓外す
印刷速度 15㎜/s
結果→
綺麗な紫でプニプニしてる!!!
 https://twitter.com/i/status/1423438848508366848
https://twitter.com/i/status/1423438848508366848いっそのことインフィルゼロにしてみた!
ここまでくるとかなり調子に乗ってます。
最高のプニプニまで持って来るには、
インフィルをゼロにするしかありません。
ドーム型の顔部分もインフィルなしに印刷できるんか!?
かなりキョーミしんしんです。

そして
高速印刷も。
吐出量の安定はkaikaの内部形状の優位性。
高速印刷もできるはず!といっきに
インフィル 0%
印刷速度 50㎜/s
でやってみます。
印刷条件は以下
ノズル kaika604 (0.4㎜径)
レイヤー高さ 0.2㎜
ライン幅 0.4㎜
温度 180℃ (推奨温度200-230℃)
インフィル 0%
インフィルパターン なし
インフィル接合 ✓
リトラクション ✓外す
印刷速度 50㎜/s
結果→
失敗。

スマホケースのガワは50㎜/sでも行けてます!が、顔面部。
北斗の拳でやられた悪党みたいな顔になりましたw
やっぱり速度は15㎜/sでやってみる
綺麗な紫は成功、あとは
究極のプニプニが欲しい。
インフィルゼロはなんとかいけそう。だから印刷速度落してみる。
条件は以下
ノズル kaika604 (0.4㎜径)
レイヤー高さ 0.2㎜
ライン幅 0.4㎜
温度 180℃ (推奨温度200-230℃)
インフィル 0%
インフィルパターン なし
インフィル接合 ✓
リトラクション ✓外す
印刷速度 15㎜/s
結果→
大成功!
 https://twitter.com/i/status/1424883641805508608
プニプニかつ、綺麗な半透明の紫
https://twitter.com/i/status/1424883641805508608
プニプニかつ、綺麗な半透明の紫になりました!
今回の教訓
1. 温度は低めで
→ kaika内部形状により、フィラメントをスムーズに押し出せるため推奨値-20℃
おかげで綺麗な半透明紫色に成功!!
2. ファーストレイヤーに距離を取る
→溶かしたフィラメントが吐出の妨げにならないように
3. スピードは遅め
→15㎜/s
4. ダイレクト式がいい
→これ以前にボーデン式でやりましたが送り込みが安定しません。
アドバイスくださったカイカーズの皆さん、本当にありがとうございました!!
ただいま0.1㎜ノズルでのTPU印刷に絶賛挑戦中。
またアドバイスお願いしますw
次回奮闘記もお楽しみに!では!
社長の奮闘はまだまだ続く…
関連オススメ記事